

Une presse à injecter transforme efficacement le plastique brut en formes précises et complexes. Ce procédé offre des avantages remarquables :
- Production de pièces complexes avec une grande précision dimensionnelle.
- Offrir une qualité et une répétabilité constantes.
- Réduire les coûts de production dans la fabrication à grande échelle.
Des conceptions avancées, telles que la machine de moulage par injection à vis etMachine de moulage par injection à vis, améliorent le flux de matériaux et optimisent les performances. De plus,Machine de moulage par injection à double barilletetMachine de moulage par injection à visaméliorer encore l’efficacité et le rendement du processus de fabrication.
Unité d'injection dans une presse à vis
L'unité d'injection d'une presse à vis joue un rôle essentiel dans la transformation des granulés de plastique brut en état fondu et leur injection dans le moule. Cette unité se compose de trois éléments principaux : la trémie, le cylindre et le mécanisme à vis. Chaque élément contribue à l'efficacité et à la précision du processus de moulage.
Trémie
La trémie sert de point d'entrée pour les matières plastiques brutes. Elle contient les granulés de plastique et les alimente dans le fût pour la transformation ultérieure. Les trémies modernes sont souvent équipées de systèmes de séchage pour éliminer l'humidité des granulés et garantir une qualité de fusion optimale. En assurant un approvisionnement constant en matière, la trémie assure la continuité des cycles de production de la presse à injecter à vis.
Baril
Le fourreau est une chambre cylindrique qui abrite le mécanisme à vis. Il chauffe les granulés de plastique jusqu'à leur point de fusion grâce à plusieurs zones de chauffe. Ces zones, généralement divisées en alimentation, arrière, milieu et avant, permettent un contrôle précis de la température, essentiel à l'obtention d'une qualité de fusion uniforme. Une répartition optimale de la température dans le fourreau prévient les problèmes tels que le gauchissement, les imprécisions dimensionnelles et la dégradation du matériau. Ce contrôle minutieux garantit que la presse à injecter à vis produit des résultats de haute qualité de manière constante.
- Des températures de zone de canon appropriées sont essentielles pour un fonctionnement efficace.
- Des réglages incorrects peuvent entraîner des défauts dans le produit final.
- Les conceptions avancées améliorent l’efficacité énergétique et réduisent les coûts d’exploitation.
Mécanisme à vis
Le mécanisme à vis est le cœur de l'unité d'injection. Il tourne dans le cylindre, mélangeant et faisant fondre les granulés de plastique tout en propulsant la matière fondue. La conception de la vis a un impact significatif sur le processus de fusion et d'injection. Par exemple, une vis stationnaireconceptions de visAméliore la plastification en garantissant une exposition au cisaillement et un volume d'injection constants. De plus, des fonctionnalités telles que les clapets à clapet assurent un contrôle précis en se fermant immédiatement à l'arrêt de la vis.
Dans les presses à injection à vis entièrement électriques, le mécanisme de la vis offre un contrôle inégalé de la vitesse, de la pression et du positionnement. Cette précision minimise les variations entre les cycles, garantissant des taux de remplissage et des tailles d'injection constants. Ces avancées améliorent non seulement la qualité de la matière fondue, mais aussi l'efficacité globale du processus de moulage.
- L’intégration de l’automatisation et de la robotique augmente encore la production.
- Les conceptions de vis écoénergétiques contribuent à des économies de coûts.
- L’utilisation de matériaux durables s’aligne sur les pratiques de fabrication modernes.
L'unité d'injection d'une presse à vis illustre la synergie entre ingénierie de pointe et contrôle de précision. Ses composants fonctionnent en parfaite synergie pour une production de haute qualité, efficace et fiable.
Unités de serrage et de moulage

Les unités de serrage et de moulage sont des composants essentiels d'une presse à injecter plastique. Elles assurent la fermeture étanche du moule pendant l'injection et facilitent la fabrication de pièces précises et de haute qualité. Ces unités comprennent le moule, les plateaux et le moteur, chacun jouant un rôle spécifique dans le processus de moulage.
Moule
Le moule sert de cavité où le plastique fondu prend forme. Sa conception influence directement la qualité et la consistance du produit final.Meilleures pratiques en matière de conception de moulesPrivilégiez une épaisseur de paroi uniforme pour éviter les défauts tels que le gauchissement et les retassures lors du refroidissement. Des transitions douces entre les différentes épaisseurs, obtenues par des chanfreins ou des congés, renforcent encore l'intégrité structurelle.
- Une épaisseur de paroi appropriée évite les défauts esthétiques tels que le gauchissement et l'affaissement.
- La résistance structurelle peut être améliorée avec des nervures et des goussets au lieu d'augmenter l'épaisseur.
- Les techniques de conception d’expériences (DOE) aident à identifier les défauts à un stade précoce, garantissant ainsi des performances et une fiabilité optimales.
Dans une presse à injection à vis, la précision du moule permet de réaliser des conceptions complexes et des tolérances strictes. Cette capacité en fait l'outil idéal pour produire des pièces complexes avec une qualité constante.
Plateaux
Les plateaux sont de grandes plaques planes qui maintiennent le moule en place et répartissent uniformément la force de serrage. Leur conception et leur intégrité structurelle sont essentielles pour maintenir l'alignement du moule et assurer une pression uniforme pendant le processus d'injection. Les principaux paramètres techniques qui influencent l'efficacité des plateaux comprennent l'impact du poids, la capacité de charge et l'optimisation structurelle.
| Paramètre | Impact sur l'alignement du moule |
|---|---|
| Impact du poids | Constitue près de 70 % du poids total de la machine, affectant la stabilité et l'alignement. |
| Importance économique | L’optimisation de la conception réduit la consommation de matières premières, améliorant ainsi la rentabilité. |
| Impact sur les performances | Assure un alignement correct du moule et une répartition uniforme de la pression, essentiels pour une production de haute qualité. |
| Optimisation structurelle | Améliore la taille, la forme et la répartition du matériau pour un meilleur alignement. |
| Capacité de charge | Améliore la durabilité et soutient l'alignement du moule sous les contraintes opérationnelles. |
Dans une presse à injection à vis, les plateaux contribuent à la production de pièces d'une grande précision dimensionnelle. Leur conception robuste garantit durabilité et performances constantes, même sous des forces de serrage élevées.
Entraînement par moteur
Le moteur alimente le mécanisme de serrage, permettant ainsi l'ouverture et la fermeture précises du moule. Il joue un rôle crucial dans le maintien de la vitesse et de la précision du processus de serrage.Entraînements motorisés modernes, notamment sur les machines entièrement électriques, offrent un contrôle accru de la force de serrage et du positionnement. Cette précision minimise l'usure du moule et réduit les temps de cycle, améliorant ainsi l'efficacité globale.
Les entraînements à moteur écoénergétiques contribuent également à la réduction des coûts et au développement durable. En optimisant la consommation d'énergie, ils s'alignent sur des pratiques de fabrication modernes qui privilégient la responsabilité environnementale. Dans une presse à injection à vis, l'entraînement assure un fonctionnement fluide, permettant une production à grande vitesse sans compromettre la qualité.
Conseil:Un entretien régulier du moteur d'entraînement peut prolonger sa durée de vie et éviter les temps d'arrêt imprévus, garantissant ainsi une production ininterrompue.
Les unités de serrage et de moulage illustrent la synergie entre ingénierie et précision des presses à injecter le plastique. Leur conception et leur fonctionnalité influencent directement la capacité de la machine à produire des pièces de haute qualité de manière efficace et fiable.
Systèmes de chauffage et de contrôle de la température
Des systèmes de chauffage et de contrôle de température efficaces sont essentiels pour maintenir la qualité et la régularité des procédés de moulage par injection plastique. Ces systèmes garantissent que le plastique atteint le point de fusion correct et que la température du moule reste stable tout au long du cycle.
Chauffe-barils
Chauffe-barilsLes fours à granulés jouent un rôle essentiel dans la fusion des granulés de plastique à leur température optimale. Ils utilisent plusieurs zones de chauffage pour un contrôle précis de la température, essentiel à une qualité de fusion uniforme. Une gestion efficace de la température améliore l'efficacité énergétique et l'état de surface des pièces moulées.
- Un contrôle approprié des températures du fût empêche la dégradation du matériau, en particulier pendant les temps de séjour prolongés.
- Le maintien d'une température de fusion cible d'environ 490 °F garantit un flux de matériau constant et réduit les défauts.
- Les fluctuations de température du fût peuvent avoir un impact négatif sur la qualité du produit, ce qui rend une surveillance étroite essentielle.
Les conceptions de barils avancées intègrent souvent des éléments chauffants écoénergétiques, réduisant ainsi les coûts d'exploitation tout en maintenant des performances élevées. Ces caractéristiques s'inscrivent dans des pratiques de fabrication modernes privilégiant la durabilité et l'efficacité.
Réchauffeurs de moules
Les réchauffeurs de moule régulent la température du moule, garantissant une qualité constante des pièces et réduisant les temps de cycle. L'épaisseur du matériau du moule influence considérablement les taux de transfert thermique. Les sections plus épaisses conservent la chaleur plus longtemps, tandis que les sections plus fines refroidissent plus rapidement. L'ajustement des réglages du réchauffeur de moule en fonction de l'épaisseur du matériau permet d'éviter les problèmes tels que le gauchissement et assure une répartition uniforme de la température.
Les techniques de moulage scientifique optimisent encore davantage les performances des éléments chauffants des moules. Ces méthodologies minimisent les temps de démarrage, réduisent les taux de rebut et améliorent la régularité des processus. En maintenant des températures de moule précises, les fabricants améliorent leur rentabilité et leur efficacité.
Mécanisme de contrôle de la température
Lemécanisme de contrôle de la températureAssure la stabilité et la précision du moulage. Des stratégies avancées, comme la régulation floue réglable par des experts, associent la régulation PID traditionnelle à la logique floue pour optimiser la température du fourreau. Cette approche minimise les dépassements et les oscillations, améliorant ainsi les performances globales du système.
| Stratégie de contrôle | Description |
|---|---|
| Contrôle flou réglable par des experts | Combine le contrôle expert, flou et PID pour une stabilité et une précision améliorées. |
| Contrôle PID | Méthode traditionnelle sujette aux dépassements et aux oscillations. |
| Modèle de contrôle prédictif | Suivi de la vitesse d'injection, améliorant la précision des processus de moulage. |
Les modèles d'apprentissage automatique, tels que les algorithmes de forêts aléatoires, contribuent également à l'efficacité énergétique en identifiant les facteurs clés influençant la consommation d'énergie. Ces innovations permettent aux fabricants d'équilibrer la consommation d'énergie avec la qualité des pièces, améliorant ainsi la durabilité des opérations de moulage par injection.
Unités hydrauliques et de contrôle
Les unités hydrauliques et de commande sont des composants essentiels d'une presse à injecter plastique. Ces systèmes fonctionnent ensemble pour garantir un fonctionnement précis, des performances efficaces etqualité constante du produit.
Système hydraulique
Le système hydraulique alimente le mouvement des mécanismes d'injection et de serrage. Il génère la force nécessaire à l'injection du plastique fondu dans le moule et au maintien de la pression de serrage pendant le moulage. Pompes, vannes et vérins hydrauliques constituent le cœur de ce système, garantissant des performances contrôlées et fiables.
Les systèmes hydrauliques modernes intègrent des technologies avancées pouraméliorer l'efficacitéLes pompes à cylindrée variable ajustent le débit en fonction des besoins opérationnels de la machine, réduisant ainsi la consommation d'énergie. De plus, des vannes proportionnelles assurent un contrôle précis de la pression et du débit, garantissant des mouvements fluides et précis. Ces caractéristiques contribuent à la capacité de la machine à produire des pièces de haute qualité avec un minimum de déchets.
Conseil:Un entretien régulier des composants hydrauliques, comme la vérification des fuites et la surveillance de la qualité de l'huile, peut prolonger la durée de vie du système et éviter les temps d'arrêt.
Panneau de contrôle
Le panneau de commande est le cerveau de la presse à injecter. Il surveille et régule toutes les fonctions de la machine, garantissant ainsi des performances optimales. Équipé de capteurs, le panneau de commande collecte des données en temps réel sur des paramètres critiques tels que la température, la pression et la position. Par exemple :
- Les capteurs mesurent et fournissent des informations sur la température et la pression.
- Les capteurs à membrane annulaire assurent des mesures de position précises à l'aide de cellules à jauge de contrainte.
Les modèles d'apprentissage automatique intégrés au panneau de commande améliorent encore ses capacités. Ces modèles prédisent les paramètres de qualité des pièces, tels que la limite d'élasticité et le module, optimisant ainsi les paramètres du procédé pour des résultats cohérents. Les résultats expérimentaux valident ces modèles en comparant les valeurs prédites aux résultats réels, confirmant ainsi leur efficacité pour améliorer l'efficacité de la production.
Les unités hydrauliques et de contrôle illustrent la synergie des technologies mécaniques et numériques, garantissant précision et fiabilité des machines de moulage par injection plastique.
Mécanismes d'alimentation et d'éjection
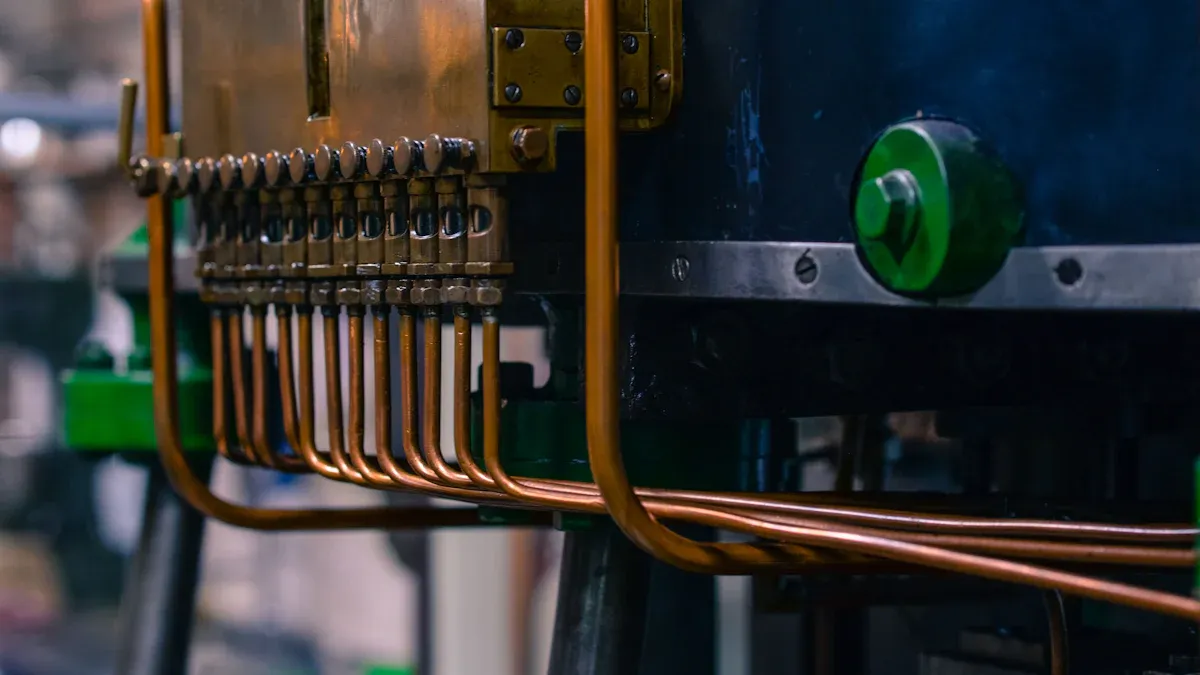
Unité d'alimentation
Leunité d'alimentationAssure un approvisionnement constant en matière plastique brute de la presse à injecter. Elle est généralement composée d'une trémie et d'une vis d'alimentation. La trémie stocke les granulés de plastique et les dirige vers le fourreau, où ils sont fondus. La gravité et les vibrations contrôlées facilitent l'écoulement régulier des granulés, évitant ainsi les blocages ou les interruptions de production.
Les unités d'alimentation modernes intègrent souvent des fonctionnalités avancées, telles que des systèmes de séchage des matériaux. Ces systèmes éliminent l'humidité des granulés, ce qui est essentiel pour maintenir la qualité de la fusion et éviter les défauts du produit final. De plus, les mécanismes d'alimentation automatisés améliorent l'efficacité en synchronisant l'alimentation en matériaux avec la vitesse de fonctionnement de la machine. Cette synchronisation minimise le gaspillage de matériaux et garantit des cycles de production ininterrompus.
Unité d'éjection
Leunité d'éjectionL'éjection joue un rôle essentiel dans le retrait de la pièce moulée de l'empreinte après refroidissement. Elle utilise des éjecteurs, des plaques ou des jets d'air pour libérer le produit fini sans l'endommager. La précision du timing et de la force d'éjection est essentielle pour préserver l'intégrité de la pièce moulée et prévenir les défauts tels que le gauchissement ou la fissuration.
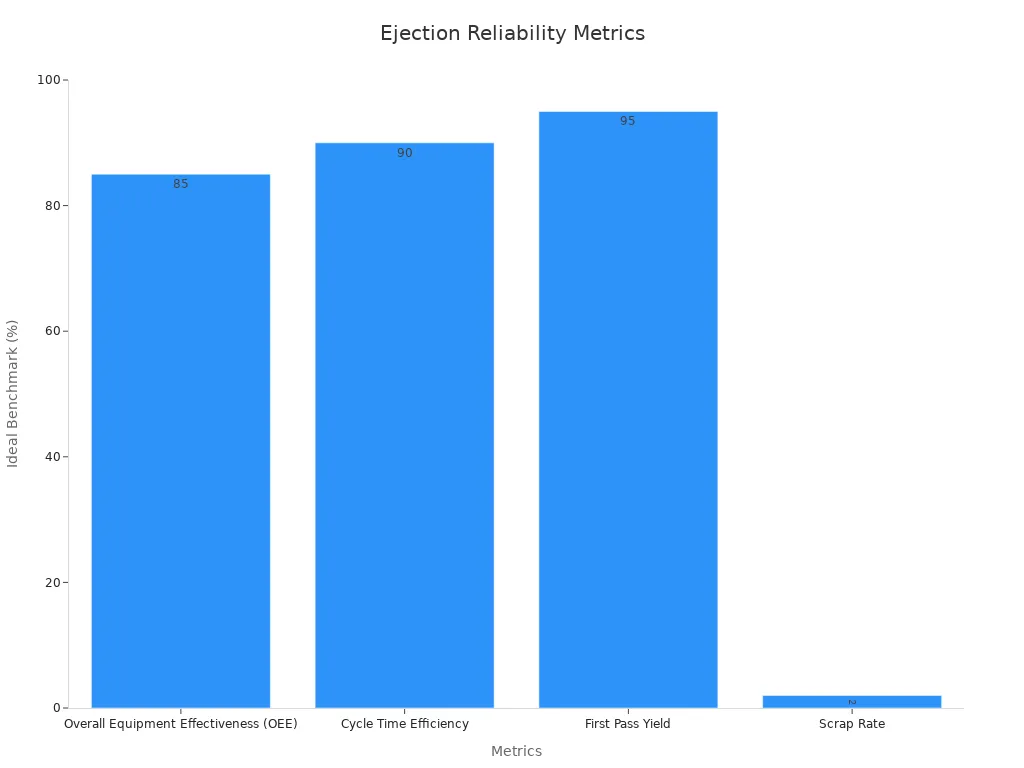
Des unités d'éjection fiables réduisent considérablement les temps d'arrêt des cycles de production. Des indicateurs tels que le taux de rendement global (TRG), l'efficacité du temps de cycle et le rendement au premier passage (FPY) valident leurs performances. Par exemple :
| Métrique | Description | Référence idéale |
|---|---|---|
| Efficacité globale de l'équipement (OEE) | Mesure l'efficacité de la fabrication ; calculée à partir de la disponibilité, de la performance et de la qualité. | ~85% |
| Efficacité du temps de cycle | Suivi du temps nécessaire pour terminer un cycle de production ; des temps plus courts améliorent le rendement. | 90 % ou plus |
| Rendement au premier passage (FPY) | Pourcentage de produits fabriqués correctement du premier coup ; les valeurs élevées indiquent des processus efficaces. | >95% |
| Taux de rebut | Pourcentage de matériaux jetés ; des taux plus bas améliorent la rentabilité. | <2% |
Les systèmes d'éjection avancés intègrent des capteurs pour surveiller et ajuster dynamiquement la force d'éjection. Ces innovations garantissent une qualité constante des pièces tout en minimisant l'usure du moule et des composants de la machine. Un entretien régulier de l'unité d'éjection améliore sa fiabilité et prolonge sa durée de vie.
Une presse à injecter plastique intègre des composants de pointe pour des performances exceptionnelles. Chaque pièce contribue à l'efficacité, à la qualité et à la fiabilité de la production. La maîtrise de ces systèmes garantit des résultats optimaux.
| Métrique | Description |
|---|---|
| Efficacité de la production | Reflète l’efficacité avec laquelle les matières premières sont transformées en produits finis. |
| Taux de rebut | Indique le pourcentage de production qui ne répond pas aux normes de qualité. |
| Temps d'arrêt de la machine | Impacte l'efficacité de la production et les coûts opérationnels, essentiels à la rentabilité. |
La compréhension de ces mesures met en évidence le rôle de la machine dans l’obtention d’un résultat cohérent et de haute qualité.
FAQ
1. Quels matériaux peuvent être utilisés dans les machines de moulage par injection de plastique ?
Les machines de moulage par injection plastique traitent les thermoplastiques comme l'ABS, le polypropylène et le nylon. Elles prennent également en charge les plastiques techniques comme le polycarbonate et le PEEK.
2. Comment le contrôle de la température impacte-t-il la qualité du produit ?
Un contrôle précis de la température assure une qualité de fusion uniforme, réduit les défauts et améliore la précision dimensionnelle. Il prévient la dégradation du matériau lors des cycles de traitement prolongés.
3. Quelles pratiques de maintenance améliorent les performances des machines ?
Une lubrification régulière, des contrôles du système hydraulique et un nettoyage des unités d'alimentation préviennent l'usure et les temps d'arrêt. Des capteurs de surveillance garantissent un fonctionnement constant et prolongent la durée de vie de la machine.
Date de publication : 28 mai 2025